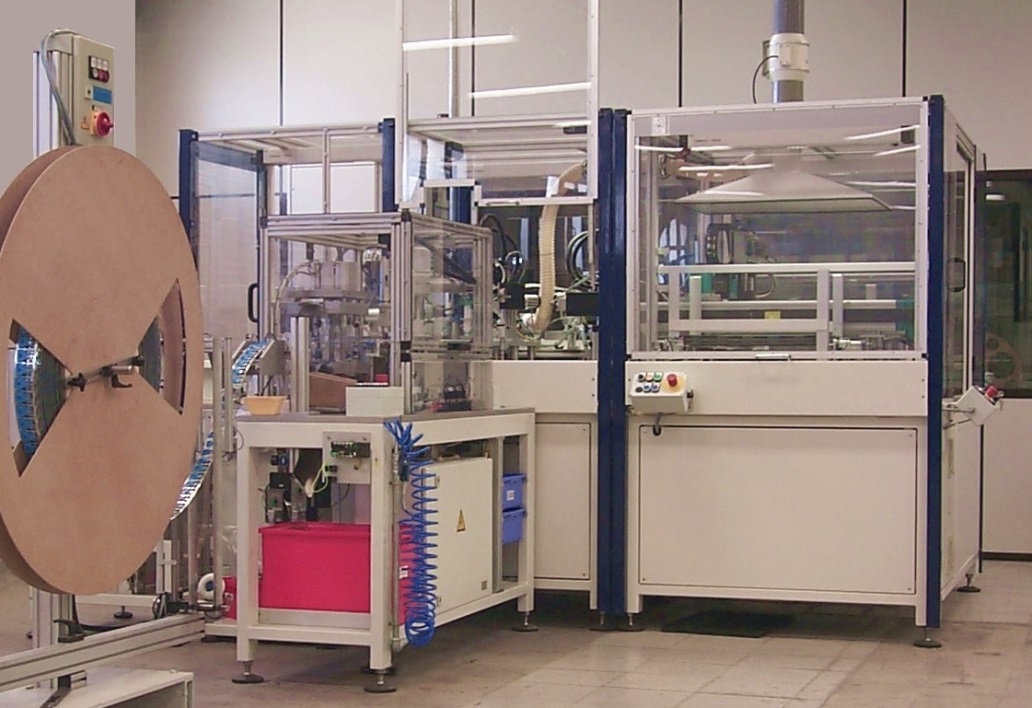
Combination of linear transport and 2 rotary indexing machines with cycle time 1.7 s
- Bending and cutting process via follow-on tool, direct extraction of the sliding contact spring from the tool
- Automatic supply for the injection-moulded part rotor
- Assembly and melting of the sliding contact onto the rotor
- Automated supply of potentiometer casing and multiple cutting and forming processes via follow-on tool
- Linear transport and lubrication of the separated casings
- Assembly and flanging of the rotor into the potentiometer casing
- Laser trimming and linearity test for electrical resistance
- Dispensation of protective varnish on reconciliation surface
- Removing of bad parts
- Palletised output via gantry robot including the following stacking
- Complete backtracking of parts through the carriage of one data record per product